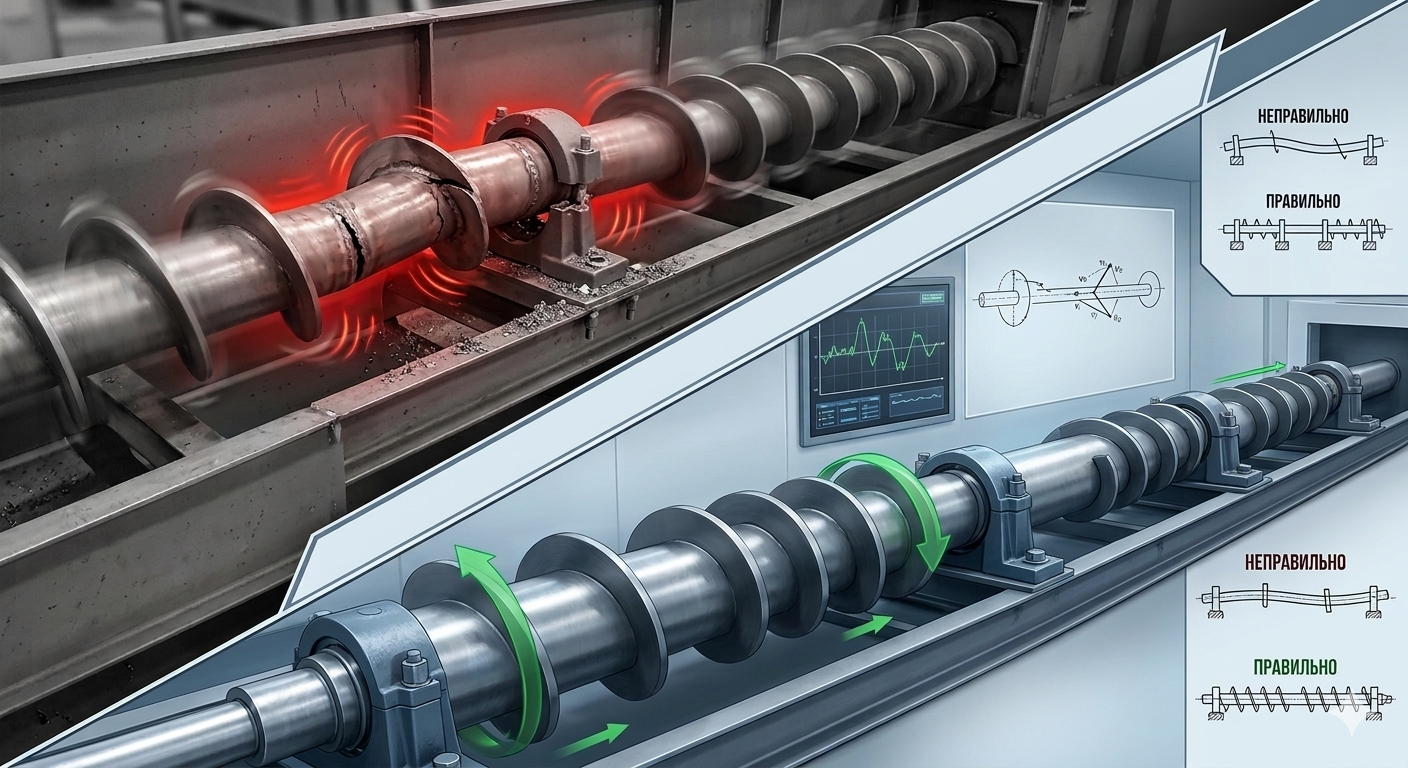
Шнековый вал — «сердце» шнекового транспортёра. Именно он задаёт геометрию вращения, влияет на зазоры между витком и корпусом и определяет, будет ли оборудование работать тихо и стабильно или начнёт «бить», греться и быстро изнашивать опоры. Вибрации в шнеке — это почти всегда следствие ошибок проектирования или сборки: где-то не учли нагрузку, где-то допустили перекос, где-то «съели» зазор или нарушили центровку.
Ниже разберём типовые ошибки при проектировании шнекового вала и практические способы избежать вибраций ещё на этапе ТЗ и изготовления.
1) Почему шнековый вал начинает вибрировать
Вибрации появляются, когда вращающаяся система теряет устойчивость. Основные причины:
- дисбаланс (неравномерное распределение массы);
- биение (неидеальная ось вращения);
- несоосность секций и соединений;
- недостаточная жёсткость вала и опор;
- неправильные зазоры и контакт витка с корпусом;
- неравномерная загрузка материалом и «пробки».
Важно понимать: иногда проблема не в одном факторе, а в сумме нескольких «мелочей», которые вместе дают сильный эффект.
2) Ошибка №1: игнорирование длины и жёсткости вала
Чем длиннее шнековый вал, тем выше требования к жёсткости и компоновке опор. Частая ошибка — делать длинную секцию без расчёта прогиба, а потом пытаться «лечить» вибрации настройкой оборотов или заменой подшипников.
Как избежать:
- заранее определить допустимую длину секций;
- закладывать промежуточные опоры там, где это необходимо;
- учитывать массу материала внутри шнека и режим заполнения;
- согласовать предельные обороты (для длинных валов высокие обороты часто вредны).
3) Ошибка №2: слабая центровка и несоосность при сборке секций
Секционный шнек удобен для монтажа и транспортировки, но соединения — зона риска. Небольшой перекос на фланце или муфте превращается в биение на конце трассы. На высокой частоте вращения это быстро убивает опоры и приводит к касанию витка о корпус.
Как избежать:
- использовать точные посадочные места и центровочные элементы;
- контролировать биение после сборки;
- выбирать соединения, которые компенсируют мелкие погрешности, но не «размазывают» ось;
- избегать «перетяжки» крепежа, которая уводит геометрию.
4) Ошибка №3: неправильные зазоры между витком и корпусом
Слишком малый зазор повышает риск задеваний при тепловом расширении, при попадании включений или при прогибе вала. Слишком большой зазор — падение производительности и рост обратного перетекания материала.
Как избежать:
- задавать зазор с учётом материала (абразивы, пыль, влажные среды);
- учитывать тепловые режимы (горячие материалы требуют большего запаса);
- закладывать точность изготовления витков и корпуса;
- контролировать зазор по всей длине, а не «в одной точке».
5) Ошибка №4: дисбаланс из-за сварки и разной толщины металла
Сварка витков к валу, наплавка, футеровка, усилители — всё это меняет распределение массы. Если сварные швы несимметричны или витки имеют разную толщину/геометрию, появляется дисбаланс.
Как избежать:
- соблюдать симметрию сварочных операций;
- использовать одинаковые параметры сегментов;
- при необходимости выполнять балансировку вала;
- контролировать качество и повторяемость на производстве.
6) Ошибка №5: неверный выбор опорных узлов и подшипников
Подшипники — не просто «по диаметру вала». В шнековых системах важны пыль, вибрации, небольшие перекосы и иногда осевые усилия. Если опоры подобраны неправильно, вал начинает «гулять», появляется люфт и усиливается вибрация.
Как избежать:
- выбирать опоры под реальные нагрузки и среду;
- для пыльных зон закладывать усиленные уплотнения и регламент смазки;
- учитывать возможность перекоса (самоустанавливающиеся решения);
- разделять задачи: где нужен узел под радиальную нагрузку, а где — под осевую.
7) Ошибка №6: неправильный выбор оборотов и приводного узла
Иногда вал «в целом» сделан нормально, но вибрации появляются на определённых оборотах — это попадание в резонанс. Частая ошибка — выбрать слишком высокие обороты ради производительности, не изменив диаметр/шаг/жёсткость.
Как избежать:
- подбирать производительность не только оборотами, но и геометрией;
- предусмотреть диапазон регулирования (частотник);
- учитывать пусковые нагрузки и режим работы под материалом;
- закладывать запас по моменту, чтобы избегать «рывков».
8) Ошибка №7: неучёт характера материала и подачи
Вибрации могут быть вызваны не валом, а «поведением» материала: пульсирующая подача, пробки, налипание, неравномерное заполнение. Это создаёт переменную нагрузку на вал и опоры.
Как избежать:
- обеспечить стабильную загрузку (шибер, дозатор, питатель);
- предусмотреть ревизионные люки и зоны очистки;
- выбирать исполнение шнека под материал (безосевой для липких, износостойкие стали для абразивов);
- продумывать узлы разгрузки, чтобы не было подпора.
9) Практический чек-лист для ТЗ на шнековый вал
Чтобы снизить риск вибраций, в ТЗ лучше указать:
- длину трассы, количество секций, тип соединений;
- диаметр вала, диаметр витка, шаг, толщину;
- материал и его свойства (плотность, влажность, абразивность, температура);
- режим работы и требуемую производительность;
- тип корпуса (труба/желоб) и требования к герметичности;
- условия пыли/влаги и требования к опорам;
- ограничения по оборотам и электропитанию привода.
Чем точнее исходные данные, тем проще рассчитать жёсткость, подобрать опоры и обеспечить стабильную ось вращения.
Итог: вибрации лечатся не «подшипниками», а геометрией и расчётом
В большинстве случаев вибрации шнекового вала появляются из-за несоосности, биения, неправильных зазоров, слабой жёсткости или ошибок в опорах. Если на этапе проектирования учесть материал, длину, опоры и режим работы, а при изготовлении проконтролировать геометрию и сборку, шнековый транспортер работает тихо, ровно и без лишних простоев.
Если вы планируете изготовление шнекового вала по чертежу или подбор под конкретную линию — важно сразу заложить требования к оси вращения, зазорам и опорам. Это дешевле, чем потом устранять вибрации на готовом оборудовании.